
i podpory bazujące
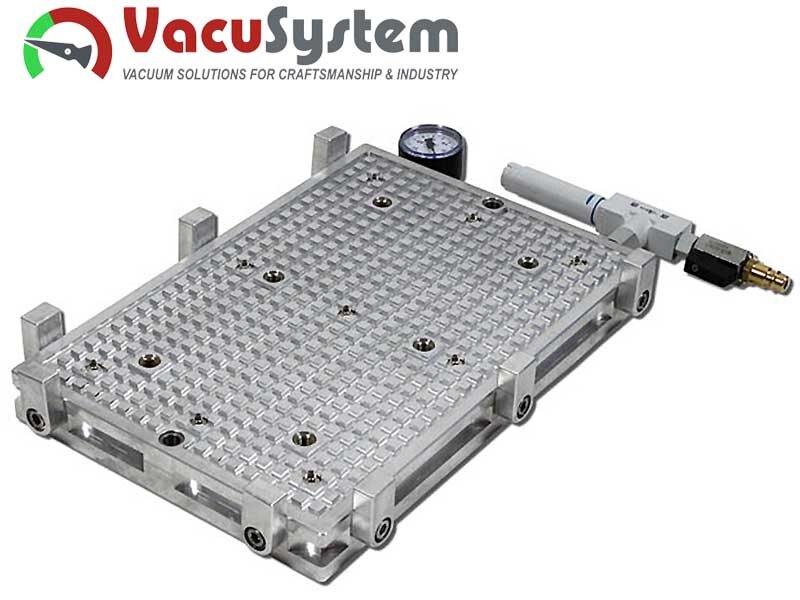
Wpustowy stół rastrowy do obrabiarek CNC przeznaczony przede wszystkim do mocowania elementów o regularnych kształtach oraz obróbki niewymagającej frezowania czy wiercenia przelotowego.
Wpusty rastra służą do rozprowadzenia podciśnienia oraz ograniczenia powierzchni mocującej stołu poprzez zastosowanie profilu uszczelniającego.
Powierzchnia wpustowego stołu rastrowego wykonana jest z wpustów wyposażonych w znikomą ilość otworów ssących, które są przyłączane do obwodu podciśnieniowego poprzez przyłącze główne stołu.
Ilość otworów ssących wskazuje na ilość sekcji podciśnieniowych.
Otwory ssące są otwierane poprzez odkręcenie śruby uszczelniającej.
W celu zamocowania na stole elementu przeznaczonego do obróbki należy włożyć profil uszczelniający we wpusty stołu w taki sposób, aby jego obwód obejmował co najmniej jeden otwór ssący stołu i był jednocześnie dopasowany do kształtu obrabianego elementu. Mocowany element powinien przykrywać całą ograniczoną uszczelką powierzchnię ssącą.
Po ułożeniu na tak przygotowanym stole elementu przeznaczonego do obróbki i załączeniu podciśnienia, uzyskamy szczelne połączenie.
Należy jednocześnie zadbać o uzyskanie możliwie największej powierzchni mocowania, która ma decydujący wpływ na siłę mocowania elementu.
Prace przelotowe możliwe są jedynie przy zastosowaniu specjalnej maty pośredniej. Stosowanie maty pośredniej ze względów ekonomicznych rozsądne jest wyłącznie podczas powtarzalnej produkcji seryjnej.
Przeznaczenie wpustowych podciśnieniowych stołów rastrowych do obrabiarek CNC:

– mocowanie elementów o regularnych kształtach wykonanych z materiałów o szczelnej powierzchni bez otworów przelotowych
– mocowanie drewna, tworzyw sztucznych, metali, itp. bez wykonywania otworów przelotowych i rozkroju *
– przy wysokich wymaganiach precyzji obróbki w osi Z
* – patrz „Utrudnienia techniczne”
Zalety wpustowych podciśnieniowych stołów rastrowych do obrabiarek CNC
- najwyższa precyzja obróbki w osi Z dzięki przyleganiu dolnej powierzchni obrabianego elementu bezpośrednio do wierzchniej powierzchni stołu
- równomierne, stabilne mocowanie całej spodniej strony obrabianego elementu
- mocowany element może posiadać nierówności dolnej powierzchni do ok. 1 mm
- minimalne wymagania dotyczące wydatku podciśnienia stosowanych pomp próżniowych
- niewielki koszt zakupu kompletnego systemu
Utrudnienia techniczne podczas stosowania wpustowych podciśnieniowych stołów rastrowych do obrabiarek CNC

- konieczność wykonywania pracochłonnych szablonów z maty pośredniej do procesów obróbki wymagających wykonania rozkroju lub otworów przelotowych.
Wykonanie maty pośredniej to dodatkowe zadanie znajdujące ekonomiczne uzasadnienie jedynie w przypadku produkcji seryjnej. Mimo tego, w wielu przypadkach wykonanie dopasowanej do obrabianego elementu maty pośredniej można szybko przeprowadzić przy użyciu prostych narzędzi, takich jak: skalpel, wiertarka, czy wybijak, ponieważ zazwyczaj nie ma konieczności precyzyjnego odtworzenia kształtu obrabianego elementu.
Zalety stosowania szablonów z maty pośredniej

- Otwory przelotowe nie prowadzą do nieszczelności i nie stanowią przeszkody w obróbce.
- Uzyskiwana maksymalna siła trzymania przy minimalnych wymaganiach dotyczących wydatku pompy próżniowej.
- Redukcja prac wykończeniowych – elementy mogą być wykrawane wzdłuż całych konturów bez dodatkowych prac.
- Nie ma konieczności mostkowania poszczególnych elementów.
- Najlepszy sposób na produkcję seryjną niewielkich elementów.
- Równomierne, stabilne mocowanie całej spodniej strony obrabianego elementu.
Zapraszamy do polubienia naszych kanałów na Facebook, Instagram oraz Youtube.